
سیگمامتریک، تحول در ارزیابی کیفیت

چکیده
سیگمامتریک یکی از روشهای آماری مهم در تضمین کیفیت آزمایشگاههای بالینی است که با ارزیابی کمی عملکرد تستها به شناسایی و کاهش خطاها کمک میکند. این روش هرچند پیچیده به نظر میرسد، اما با کاربرد صحیح، میتواند فرآیند کنترل کیفیت را به طور قابل توجهی بهبود دهد و هزینهها و زمان مورد نیاز را کاهش دهد. در این مقاله، پس از مرور مختصر مفهوم و اهمیت سیگمامتریک، به بررسی و توضیح دو نمودار جدید از انواع نمودارهای سیگمامتریک میپردازیم که میتوانند ابزارهای مفیدی برای تحلیل دقیقتر دادهها و بهینهسازی عملکرد آزمایشگاه باشند. این نمودارها به درک بهتر روندها و شناسایی زمینههای بهبود کمک میکنند و به آزمایشگاهها امکان میدهند کنترل کیفیت خود را هوشمندانهتر و کارآمدتر مدیریت کنند.
سیگمامتریک
سیگمامتریک یکی از ابزارهای کمی کلیدی در سنجش و ارتقاء کیفیت آزمایشهای بالینی به شمار میآید. این روش مبتنی بر تحلیل آماری عملکرد تستها است و به کمک آن میتوان خطاها را شناسایی و کاهش داد. بازه عددی سیگما از ۰ تا ۶ است که هرچه این مقدار بالاتر باشد، نشاندهنده کیفیت بهتر و دقت بیشتر آن آزمایش میباشد. با توجه به نقش حیاتی نتایج آزمایشگاهی در فرآیند تشخیص و درمان بیماران، بهکارگیری سیگما متریک به منظور تضمین صحت و دقت این نتایج ضروری است. سطح سیگما معیاری است که نمایانگر کیفیت یک فرآیند و میزان انحراف آن از استانداردهای مطلوب است و اهمیت فراوانی در کنترل کیفیت و بهبود مستمر فرآیندها دارد. روشها و مراحل دقیقی برای محاسبه سطح سیگما وجود دارد که در ادامه مقاله به آنها پرداخته خواهد شد.
انواع نمودار های سیگمامتریک
- نمودار تصمیم گیری روش Method decision chart MDC) )
- نمودار ویژگی اجرایی Operational process specification charts ( OPSpecs)
- نمودار توان عملی Power function graph
نمودار توان عملی در مقاله ی سگمامتریک رویکرد نوین توضیح داده شد.
در این مقاله به شرح نمودار تصمیم گیری روش می پردازیم.
نمودار تصمیم گیری روش Method Decision Chart
( MDC ):
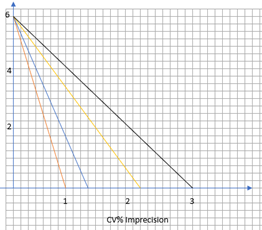
نمودار تصمیم گیری روش اساس کار با روش سیگمامتریک در روش های کمی است. محور عمودی مقدار نامیزانی یا Bias روش است و حداکثر آن برابر با خطای کل مجاز ( TEa ) است و محور افقی مقدار نوسان یا عدم دقت روش است که حداکثر آن برابر نصف مقدار خطای کل مجاز است.
برای رسم نمودار ابتدا باید به مقدار خطای کل مجاز توجه کرد و سپس اقدام به درجه بندی این نمودار کرد.
رسم نمودار MDC
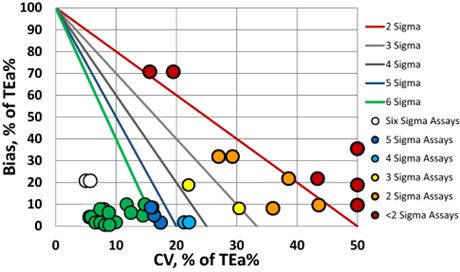
نمودار تصمیم گیری روش نموداری از BIAS% آزمایشگاه در مقابل CV% آزمایشگاه است که پس از تعریف یک هدف کیفیت یا خطای کل مجاز ( TEa% ) ساخته می شود. TEa% اندازه خطا را مشخص می کند که از خطاهای تصادفی و سیستماتیک (عدم دقت و نامیزانی) تشکیل شده است.
ضریب SD سیگما مهم است و یک ابزار گرافیکی می تواند برای نشان دادن محدودیت های عملکرد برای دو، سه، چهار، پنج و شش سیگما ساخته شود. این ابزار امکان ترسیم یک نقطه عملیاتی را فراهم می کند، جایی که مشخصات y نشان دهنده Bias مشاهده شده و مختصات x نشان دهنده عدم دقت مشاهده شده است. این نقطه نشان دهنده کیفیت سیگماری هر روشی است.
برای تعیین نقاط بر روی محور افقی (محور عدم دقت) خطی از انتهای محور عمودی یا حداکثر مقدار نامیزانی یا Bias که برابر خطای کل مجاز است، به حداکثر مقدار CV برابر نصف خطای کل مجاز رسم می شود. اگر خطای کل مجاز روش برابر 10 درصد باشد این خط محور افقی را در نقطه برای TEa/2=5 قطع می کند. این خط نماینده عیار سیگمای برابر 2 است.برای تقسیم بندی ناحیه نمودار بر اساس عیار سیگما از حداکثر خطای کل مجاز خطوطی به نقاط 2/1، 3/1، 4/1 ، 5/1 و 6/1 بر روی محور افقی رسم می شود تا نواحی مختلف سیگما مانند ناحیه 2sigma ، 3sigma ، 4sigma ، 5sigma ، 6sigma به دست آید.
تقسیم بندی سطح کیفیت بر اساس عیار سیگما در بخش های کمی
Unacceptable Zone : کیفیت کیت، روش و یا دستگاه غیرقابل قبول است. در این ناحیه sigma < 2 است و اگر نقطه عملکرد در این ناحیه قرار بگیرد، بیانگر این است که مقدار خطای کل روش بیشتر از خطای کل مجاز است. در این ناحیه هیچ قانونی برای پایش کیفیت وجود ندارد.
Poor Zone : کیفیت کیت، روش و یا دستگاه ضعیف است. در این ناحیه 2 ≤ sigma < 3 است و مقدار خطای کل مجاز آزمایشگاه در محدوده نزدیک به خطای کل مجاز است. پذیرش این روش با چهار کنترل N=4 و برنامه Multi Rule امکان پذیر است.
Marginal Zone : کیفیت کیت، روش و یا دستگاه ضعیف است. در این ناحیه 3 ≤ sigma < 4 بوده و می توان کیفیت روش یا دستگاه را با شرایط خاص قبول کرد. پذیرش این روش با سه کنترل N=3 میتوان کیفیت را اجرا نمود.
Good Zone : کیفیت کیت، روش و یا دستگاه خوب است. در این ناحیه 4 ≤ sigma < 5 بوده پذیرش این روش به شرط انجام دو سطح کنترل و برنامه Multi Rule امکان پذیر است.
Excellent Zone : کیفیت کیت، روش و یا دستگاه عالی است. در این ناحیه 5 ≤ sigma < 6 بوده و با دو سطح کنترل N=2 و یک قانون واحد 1:2.5s یا 1:3s می توان کیفیت را اجرا نمود.
World class zone : کیفیت کیت، روش و دستگاه در سطح فوق عالی یا کلاس جهانی است. در این ناحیه sigma ≥ 6 بوده و با دو سطح کنترل N=2 و یک قانون واحد 1:3s و یا 1:3.5s می توان کیفیت را اجرا نمود.
مثال: تعیین نقاط عملیات نمودار
| 6 | TE a% |
| 2.2 | Bias% |
| 1.8 | CV% |
| 2.1 | Sigma |
در نمودار MDC باید برای هر تست یک نمودار رسم شود و هر نمودار بر اساس مقدار خطای مجاز کل همان تست طراحی می شود. برای این که تمامی تست ها در یک نمودار نمایش داده شود نمودار بایستی نرمال شود.
برای اینکه امکان مقایسه همه تستها بر روی یک نمودار امکانپذیر باشد نمودار باید Normalyzed شود. نرمال کردن نمودار MDC، میزان TEa به 100 درصد تقسیم می شود و به صورت 100 نشان داده می شود. سپس برای محاسبه نقاط Bias% و CV% برای نمودار نرمال شده مقادیر Bias% و CV% بر TEa% تقسیم شده و در 100 ضرب می شوند.
مثال جدول بالا:
bias% = 2.2⁄ 6 ×100= 36
cv% = 1.8 ⁄6 × 100 = 20
برای قضاوت در مورد پذیرش روش برای اجرای روش سیگمامتریک چند شرط لازم است.
- مقدار CV% کوتاه مدت (روزانه) کمتر از یک چهارم خطای کل مجاز باشد.
- مقدار CV% ماهیانه و طولانی مدت کمتر از یک سوم خطای مجاز کل باشد.
- مقدار خطای کل آزمایشگاه (شرط لازم) کمتر از مقدار خطای کل مجاز باشد.
در شرایط ثابت افزایش مقدار Bias و CV مقدار سیگما را کاهش می دهند و در این کاهش، اثر CV در کاهش سیگما به مراتب بیشتر از اثر Bias در شرایط برابر است. بنابراین سیگما به عدم دقت یا تغییرات CV حساسیت بیشتری نسبت به Bias دارد و هم چنین اثر خطای کل مجاز بر عیار سیگمای روش بسیار اساسی است و با تغییر مقدار خطای کل مجاز می توان عیار سیگمای متفاوتی برای روش به دست آورد.
شاخص QGI Quality Goal Index) ) :
این شاخص برای تعیین نوع خطای ایجاد شده در روش سیگمامتریک (و سایر روش ها) بوده و بر اساس این شاخص می توان مداخلات اصلاحی را هدفمند نمود و اقدامات اصلاحی را بر اساس نوع خطای ایجاد شده انجام داد. با استفاده از این اندکس، نوع خطای ایجاد شده در سیگمای کمتر از شش مشخص می شود که آیا خطاها راندوم و تصادفی هستند یا خطاهای سیستماتیک و یا هر دو خطا با هم وجود دارند.
%QGI = Bias% / 1.5×cv
اگر QGI ≤ 0.8 عمده خطای ایجاد شده رندوم یا تصادفی است و اولویت اقدمات اصلاحی باید برای خطاهای تصادفی اجرا شود.
اگر 0.8 ≤ QGI < 1.2 خطای ایجاد شده ترکیبی از هر دو خطای تصادفی و سیستماتیک است.
اگر QGI ≥ 1.2 عمده خطای ایجاد شده سیستماتیک یا نظام مند است و اولویت اقدامات اصلاحی باید برای خطاهای سیستماتیک در نظر گرفته شود.
درنمودارهای MDC تا زمانی که شاخص کیفیت یا عیار سیگما کمتر از 6 باشد خطا وجود دارد و در سیگمای 6 و بالاتر خطا، تقریبا صفر می شود و در روش های روتین تقریبا قابل اغماض است.
نوع خطا در سیگمامتریک بر اساس شاخص QGI مشخص می شود و آزمایشگاه می تواند به صورت هدفمند برای اجرای اقدامات اصلاحی برنامه ریزی کند.
نتیجه گیری:
در این مقاله، به تفصیل به بررسی و تحلیل نمودار Method Decision Chart پرداختیم. این نمودار به عنوان ابزاری کلیدی در ارزیابی کیفیت آزمایشگاههای پزشکی معرفی شد و مراحل گام به گام رسم و تفسیر آن مورد بحث قرار گرفت. به ویژه، بر نقش مهم شاخص QGI در ارتقای دقت تفسیر نتایج و همچنین اقدامات اصلاحی برای بهبود سیگما تأکید شد. این شاخص به ما امکان میدهد تا تصمیمات دقیقی بر اساس عملکرد روشهای تحلیلی اتخاذ کنیم و در مسیر بهبود کیفیت حرکت کنیم. در ادامه، مقالهی سوم بر تحلیل نمودار ویژگی اجرایی یا OPSpecs تمرکز خواهد داشت که به عنوان ابزاری مکمل، نقش حیاتی در پایش و بهینهسازی فرآیندهای آزمایشگاهی ایفا میکند. این نمودار، ارتباط مستقیمی با توانایی آزمایشگاه در پاسخگویی به تحولات و نیازهای روز افزون کیفیت خواهد داشت.
منبع:
سری کتاب های تضمین کیفیت در آزمایشگاه های پزشکی “سیگمامتریک و فرایند ارزیابی خارجی کیفیت” جلد 5 تالیف (دکتر مظفر جباری)
مرتبط با مقاله سیگمامتریک، رویکردی نوین
مطالب زیر را حتما مطالعه کنید

تأثیر شرایط نگهداری نمونهها بر دقت نتایج آزمایشگاهی
طراحی برنامه کنترل کیفیت موثر در آزمایشگاه ها

آزمون های آماری تایید صحت در آزمایشگاه های بالینی

عدم قطعیت در آزمایشگاه: چرا و چگونه باید آن را مدیریت کنیم؟

ایزو 15189؛ ستون استانداردسازی آزمایشگاه

دیدگاهتان را بنویسید